Increase Your Bottom Line with Effective Loop Tuning!
(with apologies to REO Speedwagon)
By Perry A. Kuznar, PE
Client Services Manager
Where were you in 1978?

If you were alive in March of 1978, you were around when the classic rock band REO Speedwagon debuted their new album “You Can Tune a Piano, but You Can’t Tuna Fish”. Great album with a catchy title! This was before the internet and at a time when clunky cell phones were becoming popular. We decided to borrow that masterful album title and trade the piano for a control loop. Why? That sounded catchy, too!
We are Talking About Process Control Loops!
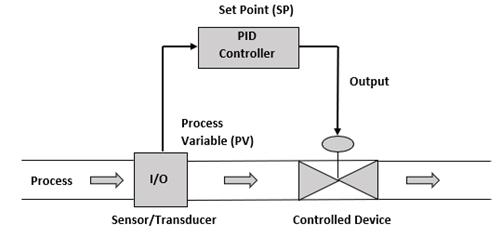
A control loop is a feedback mechanism in an industrial process.
A sensor measures an actual process attribute, such as pressure, temperature, flowrate, etc. This measured value is called the process variable (PV). It is reported to the controller.
The controller has a desired system setpoint (SP) programmed into it for that specific process point.
If the reported measured value is different than the set point, the controller attempts to correct that difference. It applies the necessary corrective actions by way of an actuator to the controlled device to drive the process variable (PV) up or down.
What is Loop Tuning?

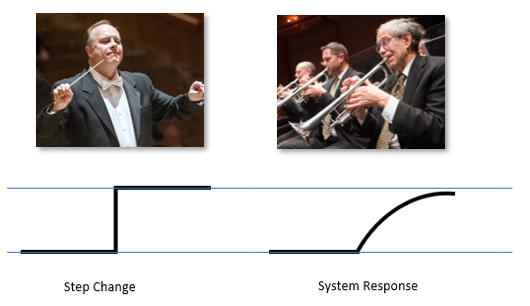
Have you ever listened to a professional orchestra? Great experience! Each person reads and plays the notes on their printed music to perfection. They also stay in time with the rest of their fellow musicians playing their parts perfectly. Together, beautiful music is made.
Imagine if the musicians reacted differently when the conductor signaled a tempo change. Some hit it right. Some took a few bars to get caught up. Some never adjusted and continued playing off-time. To add to it, some musicians got distracted and missed hitting some of their individual notes.
You would no longer have a beautiful composition, but rather a cringe-worthy performance that would have you heading for the door. It may get so bad that the orchestra would have to finally stop.
Modern industrial processes are automatically controlled. Just like the orchestra, plant processes consist of individual sub-processes with their specific control loops. Those individual loops must be optimized for the sub-process they are responsible for (each musician playing their part perfectly). They also need to react to changing conditions in the other sub-processes they are linked to (staying in time and reacting accordingly with their fellow musicians).
How Does Your System Respond?
Think about your plant. If your processes were set to music, would they sound like a beautiful symphonic concerto or a grade school band just learning to play their instruments?
Accurate loop tuning focuses on optimizing the reaction of each control loop to a system change (similar-to an orchestra changing tempo). How well does each individual control loop respond to a new setpoint (tempo change) while still performing their responsibilities. Keep in mind, this could be a planned change programmed into the system or an unplanned disruption. It then looks to optimize how the whole system responds in unison.
PID Controllers
PID controllers are what we are discussing. They are control loop mechanisms employing feedback. These are used extensively in industrial control systems and other applications requiring continuous control.
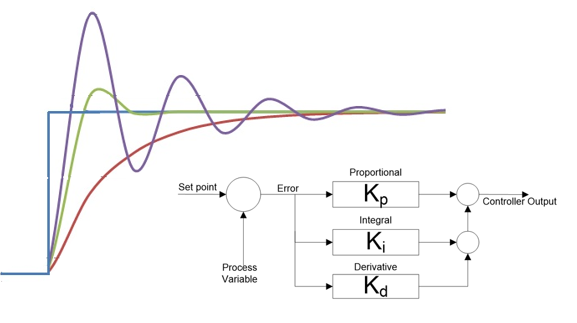
PID stands for proportional-integral-derivative. A PID controller tracks:
- the error between the process variable and the setpoint (proportional)
- the integral of the recent errors (integral)
- the rate by which the error has been changing (derivative)
It computes the next corrective action from the weighted sum of those three terms (modes). It then outputs the results to the process and waits for the next measurement.
When your process system is running properly, with every control loop maintaining their setpoints, life is good. When a disruption hits, a parameter gets out of line, or a setpoint changes, the system must correct for this disturbance/change and get the process to where it needs to be. How the system reacts and gets itself back to the desired “set point” is the challenge. PID settings provide this ability.
Well-tuned systems respond to disruptions/changes robustly and keep the process going smoothly. Systems out of tune are more adversely affected by system disruptions. This can cascade to the remaining parts of the system and create sub-optimal operation. It could get so bad as to render your process “out of spec” or worse!
Weston Knows the “Whole Story” on Loop Tuning!

Weston has been working in automation and process optimization since 2012, and has been doing so at Excel Engineering since 2019. Prior to Excel, Weston worked in the industrial silica industry and developed processes and controls for industrial burners and driers, chemical coaters, industrial water treatment facilities, pumping and material handling systems, dust and fume collection, and more. He graduated from the University of Wisconsin - Madison with a bachelor's degree in Chemical Engineering and is a registered Professional Engineer in Wisconsin and Minnesota, as well as several other states. He knows process systems. He tunes them to run at peak performance.
Weston understands that proper loop tuning must consider the whole process system. Small issues in specific spots can adversely affect the whole system.
You can read more about PID Tuning here: PID Tuning guide with Calculator
The Sledgehammer
You have heard this story, right?
The old retired gray beard was asked to come back to the plant to figure out why the big machine would not run.
He came in, looked the machine over and then gave it a whack with a sledgehammer. The machine started right up.
The gray beard’s $5,000.00 bill for services was contested by plant management. They wanted justification. His new itemized bill read…
- Hammer: $25.00
- Knowing where to hit the machine with the hammer: $4,975.00
You may think hiring an expert like Weston would have the same reaction. What is not said in the story is how much money the company made when the machine ran.
In your case, it is how much more money you will make by having industry expert Weston Kolsky tune your system correctly. He knows how to use his “sledgehammer”.
Weston’s Recipe for Success
Weston follows a very thorough and wholistic process when he is asked to look at a process system that is not performing to its potential.
1. He starts by making a visual inspection of the whole system. He asks questions:
- What does the system consist of?
- Where are all the control loops?
- When did the process start going bad? To what degree?
- What is the type, model, age, and condition of each piece of related equipment?
- What type(s) of system data is available? Before and after the process changed.
2. Next, he performs a system bump test. He executes a step change and step cycle output in manual mode to see how the system responds.
3. While performing the tests, he makes sure measured values are recorded. This identifies or models the system’s response to a step change.
4. From there, he analyzes the data and does the math. This enables him to determine and update the PID tuning values for each controller.
5. He then validates the system performance based on the calculated changes.
Free On-Site Analysis
How much money are you letting your “out of tune” system cost you each hour? Afraid to find out? Do not be!
Click here to submit your request for Weston to perform a free on-site system analysis. He will give you a good idea where you stand. It will take you just a couple of minutes to make the request.
{kind=link}
